
Private Label Solutions
Our private label solutions are turn-key and fully customisable, tailored to meet our partners’ needs. With a global demand for health-conscious foods, we provide products that offer taste, convenience, quality and functionality.
At Mahaan, we are a robust and sophisticated ingredient supply network in the industry. Our expertise lies in proprietary formulations, product matching and modifications to meet customer demands. Utilizing state-of-the-art processing technologies, we provide confidential private label solutions for MNCs and large domestic players in India.
Co-manufacturing approaches

Turn-Key Complete Solution
Offers end-to-end solutions, encompassing formulation, sourcing, processing and bulk or retail format delivery.
Partial and Custom
You can provide part of your formula, we will work at our facilities to complete the rest through our network and manage the processing.

Process
Send raw materials for processing on our advanced spray-drying and dry-blending lines to create free-flowing homogenous products.
Our Promise of Quality

With four decades of history, we prioritise quality and adhere to strict standards. We are dedicated to delivering the best-tasting and safest products. Our world-class manufacturing structure is revolutionising the dairy industry. Our automated dry-blending and spray-drying facilities set the highest industry standards.

Spray-drying line
Capacity: 9,000 MT annually
Year of commissioning: 2015

Dry-blending line
Capacity: 24,000MT annually
Year of commissioning: 2020
Quality Over Quantity Culture
At Mahaan Milk Foods, we prioritize quality through:
- Continuous innovation and technical development
- Embedded quality compliance throughout our value chain
- Robust training programs and regular audits
We ensure strict standards in:
- Supply chain control (raw milk sourcing)
- Employee practices and sanitary design
- GMP, sanitation, pest control, and regulatory compliance
- QC testing, packaging, storage, documentation, and reporting
Traceability and Transparency
We digitized our supply chain data collection for easier quality tracking.

Hygiene Maintenance
Our classified filtered-air work environment guarantees hygiene and preserves product and raw material quality, making our facilities suitable for production of infant nutrition products.

Internationally Compliant Test Methods
We adhere to widely accepted testing parameters such as ISO and AOAC, FSSAI standards, etc. Our trained staff conducts quality tests for compliance.
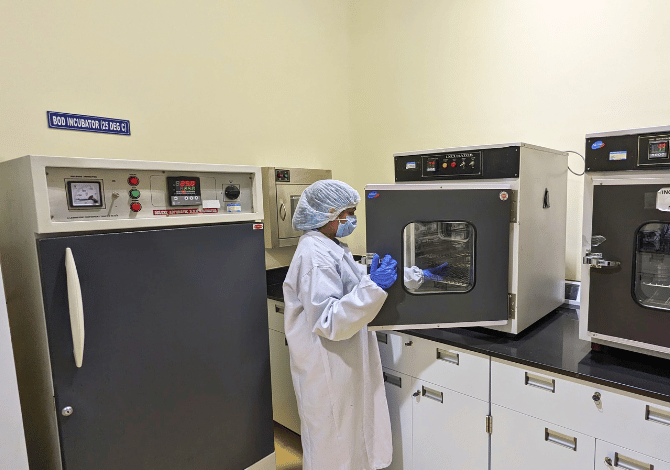
In-house Laboratories
We have both chemical and microbiology laboratories to meet client specifications, conduct PEM and NON-PEM tests and address the challenges immediately.

SCADA-Operated Units
Our manufacturing facility utilizes SCADA technology for efficient operations, data analysis, and issue communication to minimize downtime.

GFSI-Certified
Our facilities are GFSI-certified and US-FSMA-approved.
